-

南通恒威立液压件有限责任公司
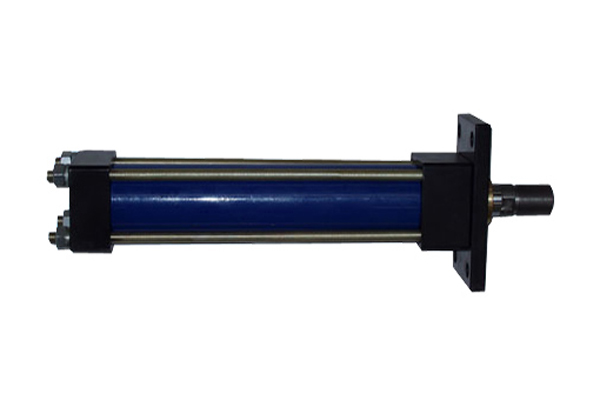
主营:油缸,液压缸,液压系统 - 15950899258

南通恒威立液压件有限责任公司
主营:油缸,液压缸,液压系统 6
6
油缸是工程机械主要部件,传统的加工方法是:拉削缸体——精镗缸体——磨削缸体。采用滚压方法是:拉削缸体——精镗缸体——滚压缸体,工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间。投入对比:磨床或绗磨机(几万——几百万),滚压刀(1仟——几万)。滚压后,孔表面粗糙度由幢滚前Ra3.2~6.3um减小为Ra0.4~0.8&um,孔的表面硬度提高约30%,缸筒内表面疲劳强度提高25%。油缸使用寿命若只考虑缸筒影响,提高2~3倍,镗削滚压工艺较磨削工艺效率提高3倍左右。以上数据说明,滚压工艺是高效的,能大大提高缸筒的表面质量。
对于液压油缸的选用,选用液压油缸的过程当中都会依照内径、行程、使用压力、安装型式去选择液压油缸。其实除了这些外还有以下几点是值得我们去注意的,首先液压缸负载后作动速度达到某一标准以上时,必须需用有缓冲装置的液压缸。或者达到更高速度时必须在液压缸外,加装减速阀;其次是慎选液压油与油封。不同的液压油选用不同材质的油封,以保证液压缸的寿命。
缸筒作为液压缸、矿用单体支柱、液压支架、炮管等产品的主要部件,其加工质量的好坏直接影响整个产品的寿命和可靠性。缸筒加工要求高,其内表面粗糙度要求为Ra0.4~0.8&um,对同轴度、耐磨性要求严格。缸筒的基本特征是深孔加工,其加工一直困扰加工人员。
因为液压油缸要承受很大的压强,负载越重,它的压强就会越大,因此,做好液压油缸的保养工作是整个液压系统的维护重要的一环。
液压油缸就相当于液压系统的心脏,心脏出问题很难修补,所以液压油缸的维护就是要谨慎细致。