-

南通恒威立液压件有限责任公司
主营:油缸,液压缸,液压系统 - 15950899258

南通恒威立液压件有限责任公司
主营:油缸,液压缸,液压系统 6
6
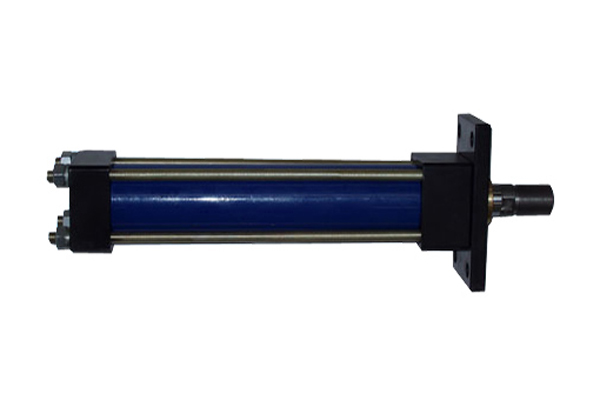
摆动式液压缸是输出扭矩并实现往复运动的执行元件,有单叶片、双叶片、螺旋摆动等几种形式。叶片式式:定子块固定在缸体上,而叶片和转子连接在一起。根据进油方向,叶片将带动转子作往复摆动。螺旋摆动式又分单螺旋摆动和双螺旋两种,现在双螺旋比较常用,靠两个螺旋副降液压缸内活塞的直线运动转变为直线运动与自转运动的复合运动,从而实现摆动运动。
采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高缸筒疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了缸筒内壁的耐磨性,同时避免了因磨削引起的。滚压后,表面粗糙度值的减小,可提高配合性质。
油缸是工程机械主要部件,传统的加工方法是:拉削缸体——精镗缸体——磨削缸体。采用滚压方法是:拉削缸体——精镗缸体——滚压缸体,工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间。投入对比:磨床或绗磨机(几万——几百万),滚压刀(1仟——几万)。滚压后,孔表面粗糙度由幢滚前Ra3.2~6.3um减小为Ra0.4~0.8&um,孔的表面硬度提高约30%,缸筒内表面疲劳强度提高25%。油缸使用寿命若只考虑缸筒影响,提高2~3倍,镗削滚压工艺较磨削工艺效率提高3倍左右。以上数据说明,滚压工艺是高效的,能大大提高缸筒的表面质量。
因为液压油缸要承受很大的压强,负载越重,它的压强就会越大,因此,做好液压油缸的保养工作是整个液压系统的维护重要的一环。
液压油缸就相当于液压系统的心脏,心脏出问题很难修补,所以液压油缸的维护就是要谨慎细致。